提供螺旋(xuán)風管加工流程的詳細步驟
2025-02-17 11:20:54 點擊(jī):
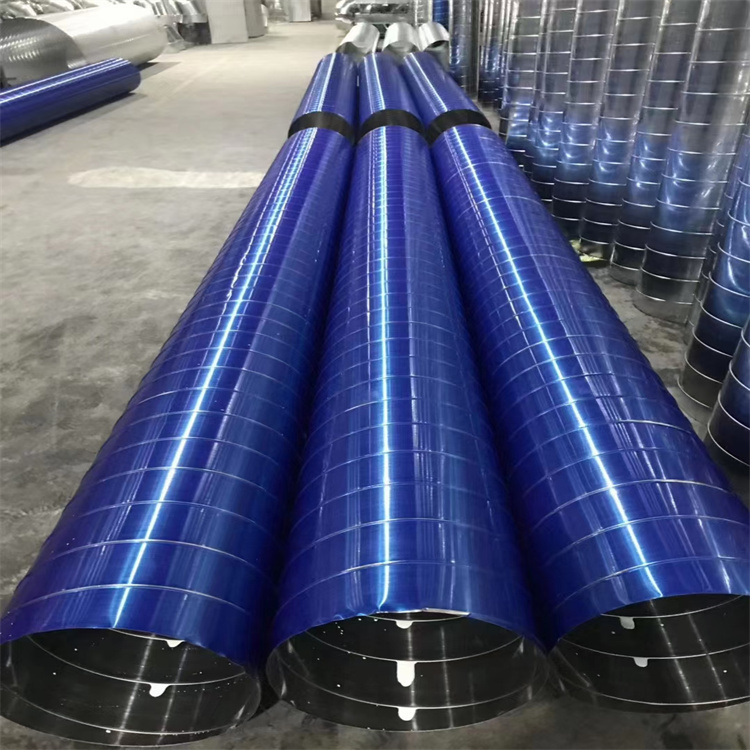
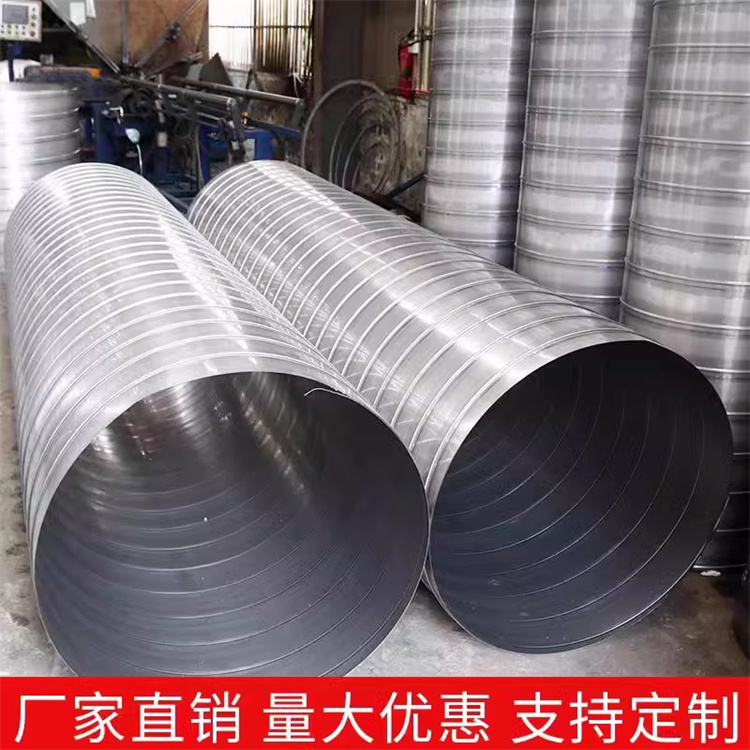
螺旋風管加工流程詳細步驟如下:
材料準備(bèi):依(yī)據風管設計要求,精準挑選適配的(de)金屬板材,像(xiàng)鍍鋅鋼板常用於普通通(tōng)風係統,其成本較低且有一定防鏽能(néng)力;不鏽鋼(gāng)板則適用於對耐腐蝕性要求高的環境(jìng) 。同時,嚴格檢查板材質量,確保無明顯瑕疵。
下料:精確計算風管展開尺寸,利用剪板機或等離子切割機下料。比(bǐ)如直徑 1 米、長 2 米的風管,要根據(jù)相應公式算出展開矩形板材的長(zhǎng)和寬(kuān),下料誤差控製在極小範圍,保證後續加工精度。
卷圓:將下料後的板材放入卷板機,通過調節滾輪間距和壓力,使板材逐步(bù)卷成圓形。過程中不斷檢查卷圓尺寸和(hé)圓度,避免出現橢圓等形狀(zhuàng)偏差。
螺旋成(chéng)型:卷圓後(hòu)的板材進入螺旋風(fēng)管成型機,在模具和滾輪作用下,形成螺旋(xuán)狀風管。期間嚴格把控螺旋(xuán)螺距和角度,保證每一節風管的一致(zhì)性和質量穩定性(xìng)。
焊接或(huò)咬口連(lián)接:螺旋風(fēng)管(guǎn)加工中若采用焊(hàn)接,根據(jù)板材材質(zhì)選合適工(gōng)藝和材料,如不鏽鋼用氬弧焊;咬口(kǒu)連接則通過咬口機加工咬口(kǒu)形狀後咬合(hé)壓緊,常用的咬口形式根據風管用(yòng)途和要(yào)求選擇。
法(fǎ)蘭製作與安裝:用角鋼或扁鋼製作法蘭,切割鋼(gāng)材並組裝成(chéng)框,確保尺寸精準(zhǔn)、表麵平整、螺(luó)栓孔位置合規。安(ān)裝時將法蘭套(tào)在風管兩端,用螺栓或焊接固定,保證垂直且連(lián)接緊密。
質(zhì)量檢驗:螺旋風管加工(gōng)後外觀檢(jiǎn)查看有無劃傷、變形等;尺寸檢驗測量風管和法蘭各項尺寸;密封性檢驗針對(duì)有要求的風管,用漏光(guāng)法或漏風率(lǜ)測(cè)試(shì)法檢測。
標(biāo)識與(yǔ)包裝:在合格風(fēng)管標注關鍵信息,再用塑料薄膜等(děng)包裝,防止運輸和儲存(cún)時受損。

- 上一(yī)篇:加工後的彎頭(tóu)風管需要進行哪些測試? 2025/2/18
- 下一篇:不鏽鋼滿焊方管的(de)表麵處理方法有哪些? 2025/2/17
